
Le fraisage est un procédé de fabrication par enlèvement de matière. L’inverse d’une imprimante 3D à filament.
Cela implique donc, de disposer d’un volume de matière dans lequel il sera enlevé par coupage une partie de celle ci, en vue d’obtenir la forme souhaitée. Pour le coupage il sera utilisé différents outils de coupe rotatif, appelés fraises.
Les différents outils de coupe existant permettrons de réaliser beaucoup de choses !
- Découpage dans différents matériaux (dont ceux que les découpeuses laser ne permettent pas) bois, plastiques, métaux tendre , mousse
- Gravage (même sur metal tendre)
- Profilage 3D
- Perçage





Le LF2L nous permet d’utiliser une Fraiseuse numérique Makko 640.

Makko 640
Hardware
- Electronique de commande: Arduino UNO 328p
- Firmware: GRBL V0.9j https://github.com/grbl/grbl/wiki
- Electronique de puissance:
- Moteur pas à pas: NEMA 23
- Moteur de broche: Kress Vitesse à réglage manuel de 5000 à 25 000 tr/min
- Courses X= 600 mm; Y= 375 mm; Z= 95 mm
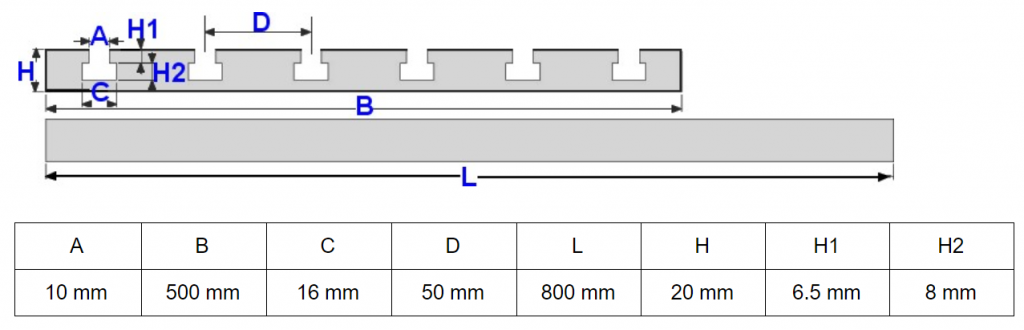
Dimensions table d’usinage
Table rainurée en aluminium AL8050 500 mm * 800 mm * 20mm
Surface usinable
Les dimensions du brut admissible sont de 80cm en X et de 50cm en Y. Il est possible de placer un brut de plus de 80cm en X en laissant les portes ouvertes.
La surface usinable est de 50*30 cm en XY.
Configuration GRBL
Taper $$ en commande pour accéder à la configuration.
- $0=10 step pulse, micro sec
- $1=25 step idle delay, millisec
- $2=0 step port invert mask 00000000
- $3=4 direction port invert mask 00000100
- $4=0 step enable invert, bool
- $5=0 limit pins invert, bool
- $6=0 probe pin invert, bool
- $10=3 status report mask 00000011
- $11=0.010 junction deviation, mm
- $12=0.002 arc tolerance, mm
- $13=0 report inches, bool
- $20=0 soft limits, bool
- $21=0 hard limits, bool
- $22=1 homing cycle, bool
- $23=0 homing dir invert mask 00000000
- $24=100.000 homing feed, mm/min
- $25=1500.00 homing seek, mm/min
- $26=250 homing debounce, millisec
- $27=10.00 homing pull-off, mm
- $100=218.000 X, step/mm
- $101=218.000 Y, step/mm
- $102=640.000 Z, step/mm
- $110=4000.000 X max rate, mm/min
- $111=4000.000 Y max rate, mm/min
- $112=600.000 Z max rate, mm/min
- $130=600.000 X max travel,mm
- $131=375.000 Y max travel,mm
- $132=95.000 Z max travel, mm
Software
Avec le firmware Open Source GRBL 0.9j il est possible d’ utiliser plusieurs logiciels de pilotage, par exemple:
- Universal G-Code Sender Windows/Linux/MacOSX
- Candle 1.0 Windows/Linux x86
- GRBL-Plotter 1.3.4.2 Windows
- Chilipeppr GRBL WorkSpace Navigateur internet
- Le votre ?
Ils fonctionnent tous en envoyant des commandes machine en G-Code par le port USB.
Le G-Code
Wiki sur le G-Code :
- https://fr.wikipedia.org/wiki/Programmation_de_commande_num%C3%A9rique
- https://reprap.org/wiki/G-code/fr
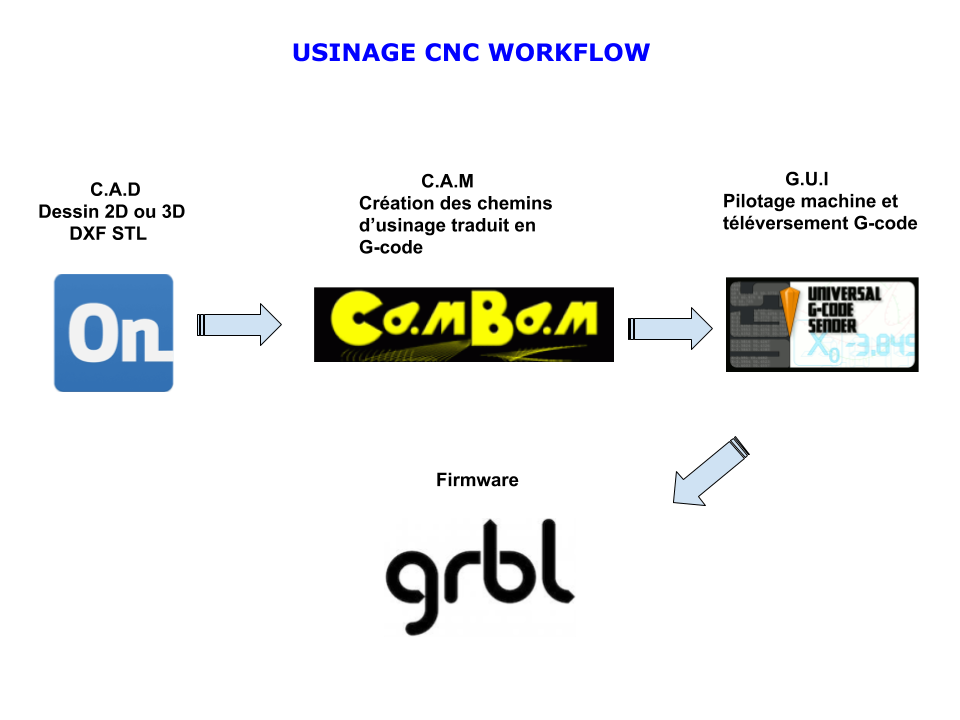
Traduction d’un dessin en G-Code
Pour transformer l’objet à réaliser en fichier G-Code il faut le dessiner sur ordinateur et ensuite le traduire en commande G-Code.
Pour la traduction en G-Code nous utilisons CamBam qui accepte les formats de fichiers DXF, STL, 3DS, RAW .
Nos paramètres de travail expérimenté
https://docs.google.com/spreadsheets/d/1dw3NlSz0lmT0MP8sFBF7PTMcmO49E8sglu3XlzjTF2o/edit?usp=sharing